数控铣床设置工件坐标系零点
作者:华正机械 发布时间:2023-12-20 09:11:05 浏览次数:107次
在数控铣床操作中内对刀和机外对刀两种对刀方法。所谓机内对刀直接通过刀具确定工件坐标系,机外对刀则需要使用对刀的仪器,测量刀具的回转半径和刀尖相对基准面的高度。
1. 设置工件坐标系零点(如图1所示)
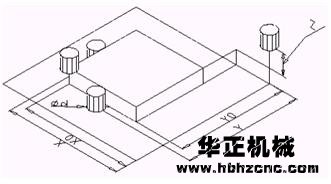
图1 设置工件坐标系零点
1)对刀操作
设置数控铣床手动主功能状态
刀具位于工件左侧,轻微接触工件左侧,记录X坐标值。
刀具位于工件前侧,轻微接触工件前侧,记录Y坐标值。
刀具位于工件上面,轻微接触工件上表面,记录Z坐标值
2)工件坐标系原点坐标计算
X0=-(∣X∣-d /2)
Y0=-(∣Y∣-d /2)
Z0=Z
2)设定工件坐标系
移动刀具至X0 、Y0、 Z0坐标位置,此时刀位点与工件坐标系零点重合,设定数控铣床置零子功能状态,设X0 、Y0、 Z0坐标值为零,在数控系统内部建立了以刀位点为原点的工件坐标系。
2. 对刀仪对刀法
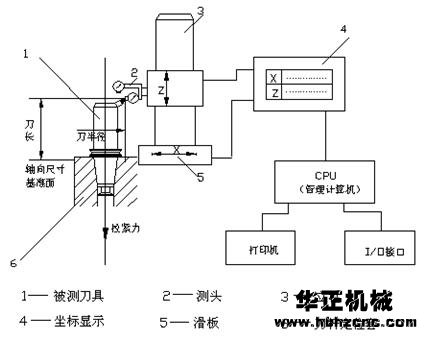
图2 对刀仪对刀法
如图2所示,测定每把刀的刀尖至主轴轴线的半径值和刀尖至基准面的刀尖高度,并推算各把刀刀尖高度与标准刀具刀尖高度的差值,把这些刀具参数输入数控系统后,通过刀具的补偿指令,数控机床自动实现刀具的半径补偿和刀具的长度补偿。